")
“By working together with different stakeholders in the value chain, we are able to accelerate innovation and reduce time to markets.”
Thierry Van Migem, Director of Sales for the European region at Michelman, is talking about the vital importance of collaboration. It is something that BOBST and Michelman know well from experience, having worked closely together for over a decade to develop recyclable, high-barrier packaging intended to replace conventional multi-layer plastic packaging.
Van Migem was speaking at interpack 2026, held in Dusseldorf, together with Nick Copeland, R&D Director – Barrier Solutions at BOBST.
Together, they outlined the latest developments in recyclable, high-barrier technology and how it will enable converters and brand owners to comply with the upcoming Packaging and Packaging Waste Regulation (PPWR).
The EU’s PPWR is designed to reduce packaging waste and drive all packaging toward recyclability and circularity across the European Union. It introduces stricter requirements around recyclability, recycled content, reuse and waste reduction. From 1 January 2030, all packaging placed on the EU market must meet minimum recyclability thresholds (initially Grade C / ~70% recyclable).
That deadline is only three years away and for converters, PPWR is creating pressure now as sustainable packaging becomes an immediate operational requirement. Converters must act soon to have the technology and processes in place to replace difficult-to-recycle multilayer plastic structures with recyclable mono-material or fiber-based alternatives. As BOBST and Michelman know well, it takes considerable time to develop, refine, industrialize and scale up new alternative solutions that meet the PPWR requirements.
A partnership that has made significant progress
Fortunately, BOBST and Michelman recognized the need to develop high-barrier sustainable substrates many years ago, and solutions have been long in development.
Sustainable alternatives have generally focused on mono-material flexible packaging, fiber / paper-based packaging, and compostable and bio-based structures. BOBST and Michelman began their partnership with the development of protective coatings for inorganic transparent barrier technologies such as AlOx and SiOx. Since then, the collaboration has expanded into advanced mono-material and paper-based packaging structures capable of delivering high barrier performance while maintaining recyclability.
There have been significant challenges along the way – which is where the collaboration becomes so important.
“We needed to get the same barrier performance on much more challenging, less performing substrates,” explained Nick Copeland. “That performance had to be achieved but also maintained through each conversion step.”
The two companies combined Michelman’s expertise in water-based functional coatings with BOBST’s vacuum metallization, coating and converting technologies to develop scalable solutions capable of meeting both sustainability and performance requirements.
One of the flagship developments is oneBARRIER PrimeCycle, a recyclable mono-material polyethylene solution designed for high-barrier flexible packaging applications, developed by BOBST, Michelman and several other industry partners,
The structure combines MDO-PE film with ultra-thin Michelman primers and BOBST vacuum metallization technology. The result is a high-performance PE-based structure capable of achieving oxygen and water transmission levels comparable to ultra-high barrier performance of Al foil – critical indicators of shelf-life and product protection performance. As Nick Copeland noted, “No one’s going to accept an inferior performance solution.”
In terms of recyclability, the unprinted AlOx containing structure contains up to 98% polyethylene content and achieved a recyclability score of 98% through external testing with cyclos-HTP. The structure also demonstrates how extremely thin functional layers can deliver significant performance benefits.
“We’re talking about vacuum metallizing layers around 1,000 times thinner than a human hair,” said Copeland.
oneBARRIER FibreCycle: Advancing paper-based packaging
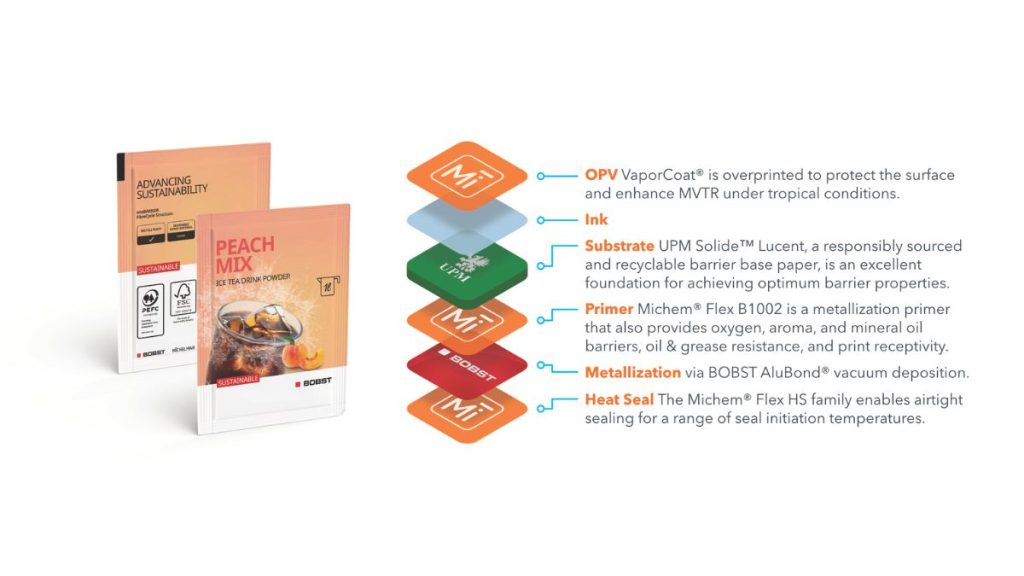
BOBST and Michelman also presented the latest developments within oneBARRIER FibreCycle, their paper-based high-barrier solution. Unlike polymer films, paper substrates provide virtually no inherent barrier performance, making functional coatings and metallization essential.
“One of the challenges with paper is that we’re starting from a substrate that has absolutely no functional barrier,” said Copeland.
The oneBARRIER FibreCycle structure involves two phases of wet coating: primer coating before metallization and a heat-sealable top-coat afterwards. Using carefully selected paper from our third project partner, UPM Specialty Materials combined with oxygen barrier primers, vacuum metallization and heat seal coatings, the partners demonstrated paper structures capable of approaching ultra-high barrier performance while maintaining recyclability.
The companies emphasized the importance of substrate selection, coating application quality and process optimization in achieving consistent barrier results. The final structures achieved oxygen transmission rates as low as 0.02–0.1 while maintaining strong moisture barrier performance even under tropical conditions. Meanwhile, recyclability testing – conducted via leading international protocols such as CEPI harmonized and WMU (Western Michigan University) – demonstrated excellent recyclability performance for the structure.
Bio-Based and other solutions of the future
The presentation also explored the next generation of sustainable packaging materials, including bio-based, plastic-free coating systems. The goal is to create packaging structures that are both recyclable and compostable while complying with The EU Single-Use Plastics Directive (SUPD), aimed at reducing the environmental impact of disposable plastic products, especially packaging and foodservice items.
Importantly, both companies stressed that sustainability cannot come at the expense of packaging functionality or processability.
“We cannot give in on performance,” said Van Migem. “People want their products to retain the same shelf life.”
The teams demonstrated proof-of-concept packaging running successfully on industrial packaging equipment at speeds up to 350 envelopes per minute, with 100% sealing performance.
Another key development presented at interpack was the use of ultra-thin film lamination approaches for high-barrier paper packaging. The technology combines extremely thin metallized BOPP films with paper substrates to create structures approaching aluminum foil replacement barrier levels.
When it comes to determining barrier performance, “the surface chemistry is more important than the thickness,” Copeland explained. By combining thin film technology with Michelman’s oxygen-promoting primers, the companies are now approaching ultra-high barrier performance suitable for even more demanding packaging applications.
Here to support customer sustainability journeys
Ultimately, these innovations will enable converters to comply with PPWR, gain a competitive advantage, and fulfil their customers’ sustainability goals.
To ensure innovation is applicable on a practical level, BOBST and Michelman customers can use BOBST’s global Competence Centers and Michelman’s Global Technology Centers to test and accelerate development and industrialization. These enable customers and partners to conduct industrial-scale trials across coating, metallization, printing and lamination processes.
In the meantime, by combining expertise in materials science, coating chemistry, metallization and converting technologies, BOBST and Michelman continue to push the boundaries of recyclable high-barrier packaging. As PPWR implementation approaches, partnerships like this will be essential in helping the industry transition toward scalable, commercially viable sustainable packaging solutions.
“We are here to help accelerate your developments,” concluded Thierry Van Migem. “We are here to support your sustainability journey.”










{kind=link}